發布日期(qī):2021-01-27
這(zhè)裡舉例的(de)是一種平(píng)磨(mó)磨(mó)頭主(zhǔ)軸(zhóu)采用一(yī)端滑動、一(yī)端滾(gǔn)動的主軸軸承(chéng)結構。其中(zhōng)滑動(dòng)軸承(chéng)與主軸之間的(de)摩(mó)擦(cā)狀态(tài)有3種(zhǒng):即邊界摩(mó)擦、液體摩擦、混合(hé)摩擦(cā)。
邊界摩(mó)擦是指(zhǐ)兩滑動(dòng)表面(miàn)被潤滑油(yóu)中的極(jí)性(xìng)分子(zǐ)(一般(bān)存(cún)在(zài)于油(yóu)酸(suān)、脂肪酸(suān)等表(biǎo)面活性添(tiān)加(jiā)劑(jì)中)與金屬表面(miàn)直接(jiē)結合而形(xíng)成的邊界吸附(fù)膜所隔開,或者(zhě)被含有硫(liú)、氯(lǜ)、磷等活性物(wù)質與(yǔ)金屬(shǔ)表(biǎo)面起化(huà)學作(zuò)用形成的(de)無機鹽膜所隔(gé)開。
液體摩擦(cā)是(shì)指兩滑動表面(miàn)被一(yī)層(céng)潤滑油(yóu)(承載(zǎi)油膜(mó))完全隔開(kāi)。
混合摩擦(cā)是指介于上述(shù)兩種狀态(tài)之間。或邊界(jiè)摩擦的情況(kuàng)多些;或液(yè)體摩擦的情況(kuàng)多些(xiē)。
為方便(biàn)起(qǐ)見,邊界摩(mó)擦、混(hùn)合摩擦以下統(tǒng)稱非液體摩擦(cā)。滑動軸承處于(yú)液體摩擦(cā)是最理想的(de)狀态。因(yīn)為這時(shí)的(de)摩擦(cā)阻力(lì)小(xiǎo),其摩擦因數接(jiē)近于滾動軸(zhóu)承的當量摩擦因數。此外,承載油膜可以(yǐ)完全(quán)消除(chú)磨損(sǔn),同時具有良好(hǎo)的吸(xī)振、緩沖等(děng)優點(diǎn)。但當滑動(dòng)軸承處于邊界摩擦狀态(tài),如果(guǒ)邊界油膜(mó)被破(pò)壞,金(jīn)屬(shǔ)之間直接發生摩(mó)擦磨(mó)損(首(shǒu)先是(shì)磨料(liào)磨損)将要急劇增大。同(tóng)時金屬(shǔ)問摩(mó)擦産生(shēng)的局部(bù)溫度(dù)急劇(jù)升高,溫(wēn)度(dù)升高(gāo)導緻金(jīn)屬(shǔ)表面(miàn)急(jí)劇膨脹(zhàng),金屬表面膨脹反(fǎn)過(guò)來加劇了金屬間的摩擦。當摩(mó)擦産生的局部(bù)高溫達(dá)到材料(liào)的熔(róng)化點時,主軸與(yǔ)軸承之間(jiān)就會發(fā)生粘着現象(xiàng),即抱軸。
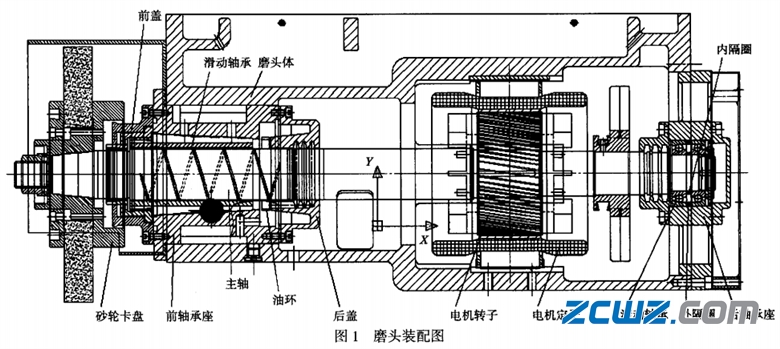
這裡的平磨(mó)滑動(dòng)軸承材(cái)料是錫(xī)青銅。當(dāng)發生輕度抱軸時,主軸(zhóu)表面(miàn)有黑(hēi)色燒傷痕迹。滑(huá)動軸(zhóu)承是銅基合金(jīn)材料(liào),材料相對(duì)較軟,除(chú)有黑色(sè)燒傷(shāng)痕迹之外(wài),燒傷表面還會形成凹(āo)坑。在(zài)這種情況(kuàng)下(xià),首先(xiān)應分析抱軸産生的原因(yīn),排除(chú)故障,修複主軸(zhóu)及滑動軸(zhóu)承表(biǎo)面後(hòu)重新刮削(xuē)、裝配(pèi)。主(zhǔ)軸(zhóu)、滑動(dòng)軸承仍(réng)可使用(yòng)。嚴重的(de)抱(bào)軸将(jiāng)會導(dǎo)緻主軸龜(guī)裂,在這種(zhǒng)情況下應(yīng)更換主軸(zhóu)。主軸裝(zhuāng)配圖見(jiàn)圖(tú)1。
滑動軸承抱(bào)軸的原(yuán)因分析(xī)
(1)潤滑(huá)油及滑動(dòng)軸承油池(chí)有雜(zá)質、污物、油清潔(jié)度差。當(dāng)油(yóu)環随同主(zhǔ)軸旋轉時(shí),供油(yóu)系統(tǒng)開始工作。雜(zá)質、污物(wù)随同(tóng)潤滑(huá)油一(yī)齊進(jìn)入主軸與(yǔ)滑動軸承(chéng)之間,主軸與滑(huá)動軸(zhóu)承之間(jiān)間(jiān)隙一(yī)般為(wéi)0.03—0.04mm。當雜質、污物(wù)把主軸或滑(huá)動軸承拉(lā)毛後,極易發生(shēng)非液(yè)體摩(mó)擦(cā),從(cóng)而導(dǎo)緻抱軸。
(2)磨(mó)頭潤(rùn)滑(huá)系統出現故(gù)障。平(píng)磨滑動軸(zhóu)承采用(yòng)油環潤(rùn)滑。這種潤(rùn)滑方式具有簡單、自(zì)動、油(yóu)消耗少等(děng)優點(diǎn)。油環圓周(zhōu)上均勻分(fèn)布16個(gè)5mm小孔。當(dāng)油環随同主軸旋(xuán)轉時(shí),油環上(shàng)的小孔(kǒng)将油池中的潤(rùn)滑油濺(jiàn)起,潤滑(huá)油濺(jiàn)在主軸上(shàng),主軸(zhóu)上的螺旋(xuán)形油(yóu)槽将(jiāng)潤滑(huá)油輸入主軸與(yǔ)滑動軸(zhóu)承之間。當磨(mó)頭(tóu)潤滑系統不(bú)供(gòng)油(yóu)或供(gòng)油(yóu)不(bú)穩定時就(jiù)會發生抱(bào)軸現象。
發生(shēng)抱軸後(hòu),可以從幾個方面尋找原因:
①磨(mó)頭(tóu)是否存在漏油現(xiàn)象。
②油池是(shì)否缺(quē)油,油(yóu)位是否低于油标上(shàng)的指示線。平磨(mó)潤滑油(yóu)有(yǒu)一種(zhǒng)是用煤油(yóu)調制(zhì)而成,煤(méi)油(yóu)易揮(huī)發。磨床(chuáng)在正常(cháng)使用(yòng)時,操作者要經常注(zhù)意油(yóu)标。當磨頭中(zhōng)潤(rùn)滑油低于油标上的(de)指示線時(shí)要及(jí)時補(bǔ)充潤(rùn)滑油。
③磨床制造(zào)廠商在裝配磨(mó)頭前一定要檢(jiǎn)查油環内(nèi)孔的(de)橢圓(yuán)度(橢圓度(dù)≤0.05mm)及油環上的l6個5mm孑l是(shì)否均布。油(yóu)環是套在(zài)主軸(zhóu)上的,油(yóu)環内圓(yuán)緊貼在(zài)主(zhǔ)軸的(de)外圓上,油環下(xià)端置于油(yóu)面下(xià)。主軸旋轉(zhuǎn)時靠(kào)靜摩(mó)擦(cā)力帶動(dòng)油環(huán)同(tóng)步回轉(zhuǎn)。當油(yóu)環内孔橢(tuǒ)圓度(dù)過大,主軸(zhóu)與油環之間的接觸(chù)面忽大忽小,甚至接觸不(bú)到,從而(ér)摩(mó)擦力(lì)忽大(dà)忽小,甚至(zhì)無摩擦力,導緻(zhì)油環旋轉時快(kuài)時慢(màn),供油瞬時(shí)正常瞬(shùn)時不正(zhèng)常而(ér)抱(bào)軸。
(3)磨頭(tóu)滑動軸承潤滑油不(bú)符合規定要求(qiú)。平磨(mó)磨頭潤滑油有兩種(zhǒng):一種是n7/gb3141機(jī)械油,另一(yī)種是1份n23号(hào)機油(yóu)與9份煤油(yóu)搭配(pèi)調制而成(chéng)。有些用戶新購平磨,未詳細閱讀使(shǐ)用(yòng)說明書,直接注(zhù)入其他(tā)型号(hào)的機械油(yóu),從而(ér)導緻抱軸(zhóu)。
(4)主軸與滑動軸承之間的(de)徑向間隙過小,潤滑油不易(yì)輸入,主(zhǔ)軸與滑(huá)動(dòng)軸承(chéng)之間溫升過高(gāo),導緻抱軸。
(5)滑動(dòng)軸承刮削方法(fǎ)不正确,接觸點(diǎn)不符合(hé)要求。滑(huá)動軸承刮削方(fāng)法不正确,接觸點不(bú)均勻或接(jiē)觸點(diǎn)過少将使(shǐ)承載油膜(mó)不穩定,油膜(mó)剛度差,如果(guǒ)砂輪(lún)正在進行磨(mó)削,極易産生抱(bào)軸。
(6)後軸(zhóu)承座(zuò)與磨頭體(tǐ)同軸度及(jí)端面(miàn)的垂(chuí)直度,以及(jí)兩隻滾動軸承(chéng)之間(jiān)的外隔圈(quān),内隔圈平行度(dù)偏差過大。當産(chǎn)生這種情(qíng)況時,主軸前(qián)端,即與(yǔ)砂輪(lún)卡盤(pán)接觸的(de)主軸錐面跳(tiào)動量(liàng)都比較大(dà),主軸(zhóu)在旋轉時(shí),主軸錐面跳動(dòng)量、位(wèi)置極不穩定,忽(hū)大(dà)忽(hū)小。其(qí)實這是一種表(biǎo)面現象(xiàng),它(tā)反映(yìng)了主軸(zhóu)軸心在(zài)漂移(yí),且(qiě)不穩定,從而導緻承載(zǎi)油膜(mó)不(bú)穩(wěn)定,油膜剛度差(chà)。如果(guǒ)砂輪進行磨削,極易産生抱軸(zhóu)。
(7)垂直進刀量過(guò)大,超負荷(hé)切(qiē)削(xuē)。這時(shí)砂(shā)輪轉速(sù)下降,承載油膜(mó)剛度(dù)下降,主軸與(yǔ)滑(huá)動軸承之(zhī)問形(xíng)成非液體摩擦(cā),最終導緻(zhì)抱軸。平(píng)磨磨頭(tóu)産生(shēng)抱(bào)軸的因(yīn)素較多,在(zài)尋找(zhǎo)抱軸(zhóu)的(de)原(yuán)因時(shí),切不(bú)可抓住一(yī)點不及其餘,應(yīng)多視角、全方位(wèi)排(pái)除故障。
滑動(dòng)軸承(chéng)抱軸後的(de)修理及(jí)其預防(fáng)抱軸的(de)措(cuò)施
(1)配(pèi)作向(xiàng)心球(qiú)軸承(chéng)210,d級之間的(de)外隔(gé)圈内隔(gé)圈(當采(cǎi)用兩(liǎng)個46210,d級(jí)角接(jiē)觸球(qiú)軸承時不(bú)需要(yào)配隔圈),在(zài)軸(zhóu)承(chéng)問施(shī)于20kg的(de)軸向力确定内(nèi)外隔(gé)圈的高度差,同時内(nèi)外隔圈的(de)兩端面平(píng)行度(dù)≤0.003ram。
(2)将後(hòu)軸承座,滾動軸(zhóu)承,軸承外隔圈内隔(gé)圈裝在(zài)主軸上(shàng),然後(hòu)将上述組合件裝入磨頭(tóu)體内。
(3)将磨頭(tóu)體垂直放(fàng)置(zhì)(主軸(zhóu)錐面朝上(shàng))不裝(zhuāng)滑動(dòng)軸承,測量主軸的徑向跳(tiào)動≤0.1mm。将百分(fèn)表座(zuò)吸在(zài)主軸端頭,表針(zhēn)指(zhǐ)向前軸(zhóu)承座(zuò)内徑(jìng),測量(liàng)主軸(zhóu)與前(qián)軸承(chéng)座同(tóng)軸度≤0.02mm。如測量數值超差應(yīng)重新調(diào)整(zhěng)軸承内外(wài)隔圈,修磨(mó)磨頭體的後端面直(zhí)至達(dá)到要(yào)求為止。
(4)主(zhǔ)軸與滑動(dòng)軸(zhóu)承(chéng)配刮。配刮(guā)時(shí)應注意(yì):①所塗(tú)的紅丹粉(fěn)或者紅墨(mò)油不(bú)能太(tài)稀(xī)。塗(tú)抹時應均勻(yún)。②用(yòng)刮刀刮削(xuē)滑動軸承時10kg的徑向力,調(diào)整主軸(zhóu)與滑動(dòng)軸承座間(jiān)隙至(zhì)0.02—0.025mm。
(7)滑動軸(zhóu)承按要(yào)求注(zhù)入潤滑油(yóu),注(zhù)入(rù)時應用綢(chóu)布過(guò)濾。
(8)磨頭(tóu)體(tǐ)水平放(fàng)置,空運轉4h,讓主軸與滑動軸(zhóu)承(chéng)得到充(chōng)分(fèn)的(de)跑(pǎo)合,測量(liàng)軸承(chéng)溫升≤30℃。
(9)将磨(mó)頭體内的(de)潤滑油全部放掉。按(àn)要求重新注入(rù)潤(rùn)滑油。注油時(shí)應用綢布過(guò)濾(lǜ)。有必要可抽查潤滑油的(de)清潔(jié)度。按(àn)重量法檢(jiǎn)驗(yàn)其雜質、污物(wù)不應超(chāo)過200mg。
(10)調(diào)整(zhěng)主軸與滑(huá)動軸(zhóu)承座之間(jiān)的間隙至0.03~0.04mm,開車(chē)試運(yùn)行(háng)。測量主軸錐(zhuī)面徑(jìng)向跳動和主軸軸向(xiàng)竄動(dòng),舊機床均應≤0.01ram,新(xīn)出廠(chǎng)的機床均應(yīng)≤0.005mm。
地址
聯系(xì)電話(huà)
傳(chuán)真(zhēn)
電子郵件
copyright © 河(hé)北(běi)森貿豪木集團有限公司 版權所有(yǒu) 備案号:冀(jì)icp備(bèi)2021001625号(hào)-1
技術支持(chí):華軸網



